-
 儀表網手機版
儀表網手機版
手機訪問更快捷
 儀表網小程序
儀表網小程序
更多流量 更易傳播
-
 公眾號:ybzhan
公眾號:ybzhan
隨時掌握行業動態
 掃碼關注視頻號
掃碼關注視頻號
網絡課堂 行業直播

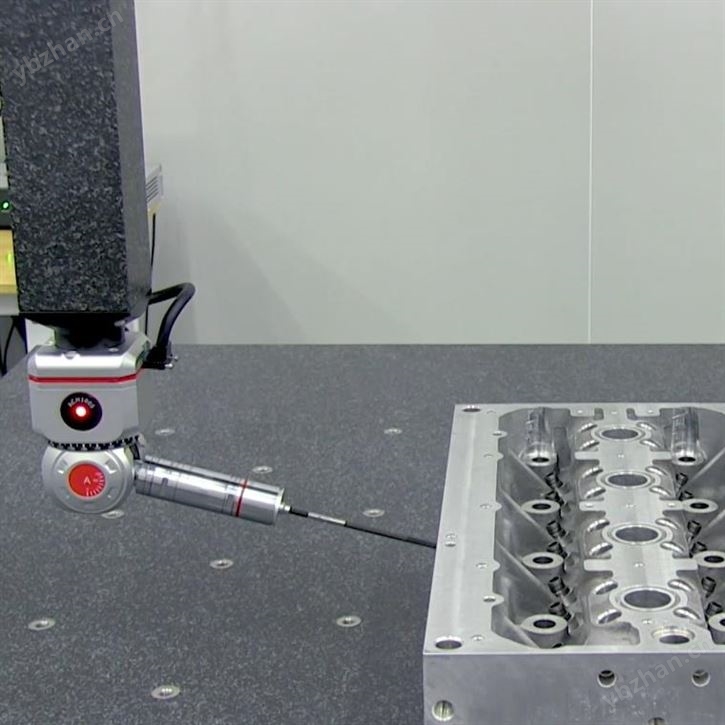
CMM 探針屬于接觸式探測系統。在測量過程中,探針球與工件表面發生物理接觸,由測頭系統輸出空間坐標數據,該數據并非最終測量結果,而是參與 CMM 長度測量誤差(E)計算的輸入量之一。
1.觸發探頭是什么?
觸發式測頭是在接觸瞬間輸出單一坐標點的探測系統,其核心計量指標為單點探測誤差。

觸發式測頭:
觸發式測頭在探針球接觸工件并達到設定觸發力閾值時,輸出一次坐標數據,屬于離散點測量模式。
(1)計量學特征:
①單次接觸 → 單個采樣點
②探測過程近似靜態
③主要誤差來源為觸發重復性與結構回彈
(2)典型計量性能指標:單點探測誤差 P_FTU ≤ 0.5 µm
該指標通常依據ISO 10360-5 或VDI/VDE 2617 Part 2中的觸發式測頭測試方法,在標準球條件下獲得。根據 VDI/VDE 2617 表格定義,P值用于評價測頭自身的探測能力,不等同于 CMM 的長度測量誤差 E。
(3)適用場景:
①尺寸與位置公差檢測
②孔徑、臺階、中心距測量
③中小批量離線檢測任務
2.掃描探針是什么?
掃描式測頭是在保持恒定接觸力條件下,連續輸出坐標點的探測系統。
掃描式測頭:
掃描式測頭在工件表面連續運動,通過力控系統維持穩定接觸狀態,實時采集高密度坐標點,屬于動態連續測量模式。
(1)計量學特征:
①連續接觸 → 點云數據
②誤差來源包含動態力變化、結構變形與控制算法
③探測誤差與掃描速度、路徑高度相關
(2)典型計量性能指標:掃描單點探測誤差 P_STU:1–3 µm
該指標通常依據ISO 10360-4或VDI/VDE 2617 Part 3中的掃描測頭測試規范,在規定掃描速度與力控條件下測得。
在計量圈子里,我經常聽到這樣一個誤區:“掃描測頭比觸發測頭更貴,所以它肯定在所有情況下都更準。”
從計量學定義上看,觸發式測頭 P 值小于掃描式測頭是符合標準邏輯的結果,并不構成性能矛盾。如果我們單純看單點探測誤差(P值)——也就是測頭接觸那一下的基本功,你會發現一個反直覺的現象:老牌的觸發式測頭往往表現得更出色(P值通常 ≤ 0.5 µm),而掃描式測頭反而略遜(P值多在 1-2 µm 之間)。

觸發式探針vs掃描式探針性能參數表
這是為什么?這要從它們的工作本質說起。
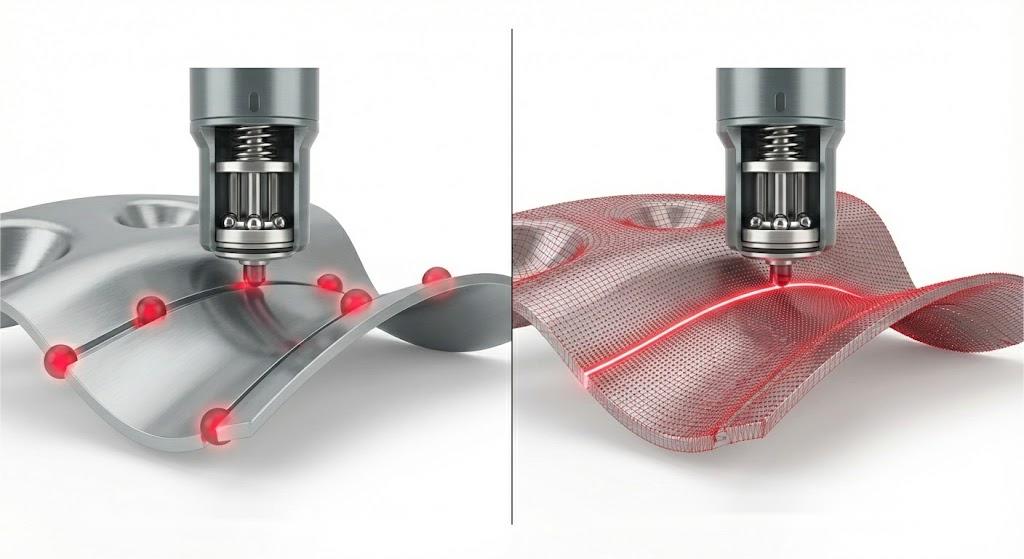
想象一下你在畫圖。觸發式測頭就像是一只精準的啄木鳥,它只做一件事:在接觸工件的瞬間凍結數據。這種打點即走的靜態模式,極大地規避了機械運動帶來的動態干擾,因此在測量高重復性的點位(比如孔的中心坐標)時,它的純凈度和穩定性是的 。
相比之下,掃描式測頭更像是一位滑冰運動員。它需要在保持恒定接觸力的同時,在工件表面連續滑動 。雖然它犧牲了一丁點單點精度來應對動態力變化和摩擦,但它換來了海量的數據密度。當你需要評定一個復雜的曲面輪廓,或者分析一個圓夠不夠圓(圓度)時,觸發式測頭采的那幾個點就像盲人摸象,而掃描測頭每秒成百上千的點云數據,才能還原零件的真實形狀 。
所以,觸發式vs掃描式選型很簡單:
①觸發式測頭更適合高重復性點位定義
②掃描式測頭更適合真實形狀重建
影響CMM測頭精度的因素有哪些?探針探測誤差受多種系統性因素影響,而非單一參數決定。關鍵影響因素包括:
1. 測頭與探針系統剛性(影響 P 值穩定性)
2. 接觸力控制精度(直接影響掃描探測誤差)
3. 探針長度與構型(放大角度誤差與結構變形)
探針越長,誤差不是線性增加,而是指數爆炸 很多新手工程師為了省事,喜歡一直掛著 100mm的加長桿測所有孔。這是一個致命的習慣。探針長度對精度的影響主要來自兩個方面:
(1)剛性損失: 碳纖維桿雖然輕,但在高速掃描的離心力下依然會有微米級的彎曲。根據經驗,探針長度每增加 50mm,掃描誤差通常會增加 30%-50%。
(2)阿貝誤差放大: 測座內部極其微小的角度偏差(比如 1 角秒),在 20mm 的針尖上可能忽略不計,但放大到 200mm 的針尖上,就會產生明顯的位移誤差。
(3)專家建議:永遠遵循最短路徑原則。能用 50mm 測到的,絕不用 51mm 的針。
4. 測量策略參數(點數、掃描速度、路徑規劃)
5. 環境條件(溫度梯度、振動對 P 值的間接影響)
大家都知道 CMM 需要恒溫(20℃ ± 2℃),但很少有人注意到溫度梯度。
我曾經遇到過一個案例:一臺高精度 CMM 早上測量合格,下午全部超差。排查了很久才發現,空調的出風口正對著機器的 Z 軸。
雖然整體室溫是達標的,但局部的冷風吹在花崗巖或光柵尺上,導致了非線性的形變。對于高精度的 $P_{FTU}$ 測試,0.5℃/小時 的溫度變化率就足以讓你的 0.5 µm 精度變成 1.0 µm。
避坑指南:驗收時,務必檢查機器周圍是否有直吹的空調風口或陽光直射。
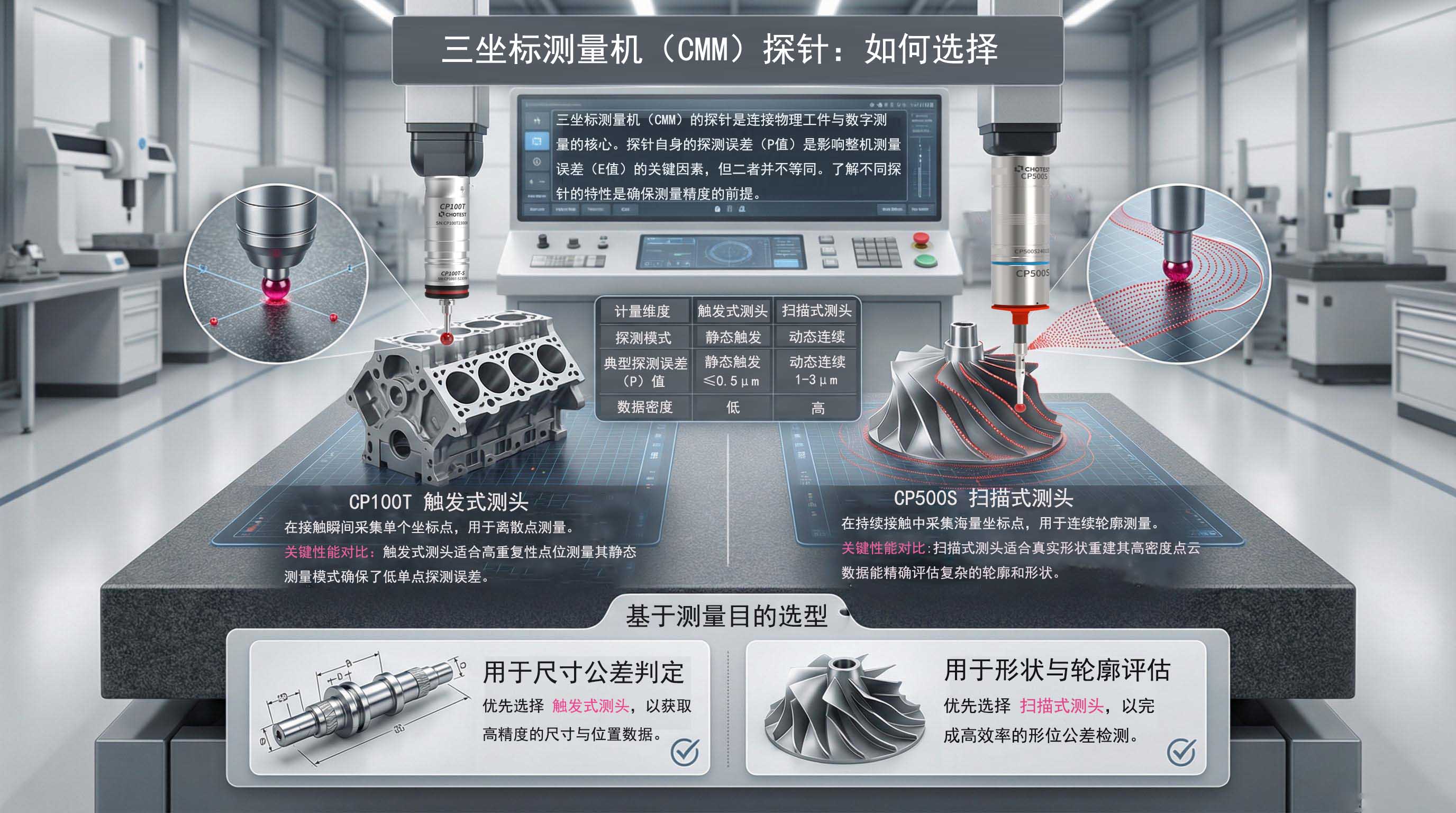
在工程實踐中,應明確區分探針探測誤差 P與整機長度測量誤差 E,并圍繞測量目的進行選型:
(1)以尺寸合格性判定為主→ 優先觸發式測頭(P_FTU ≤ 0.5 µm,ISO 10360-5);
(2)以形狀與輪廓評估為主→ 優先掃描式測頭(P_STU 1–3 µm,ISO 10360-4)
(3)復雜零件綜合檢測→ 觸發 + 掃描混合測量策略
一張圖總結三坐標測量機(CMM)探針如何選擇:
相關產品
免責聲明
客服熱線: 15024464426
加盟熱線: 15024464426
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機版

Ybzhan公眾號

Ybzhan小程序
 手機版
手機版 官方微信
官方微信














 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}