






























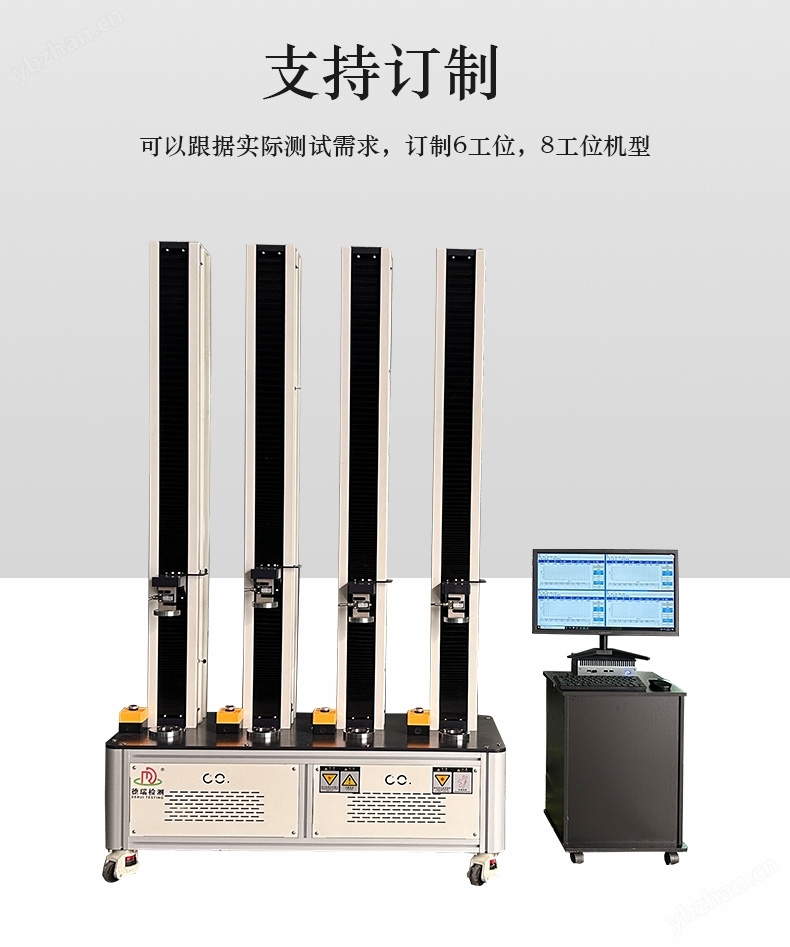








彈簧拉壓力試驗機 彈簧力值測試:從模擬測量到數字精控的技術演進
在精密制造、汽車工業、消費電子及醫療器械等領域,彈簧的性能精確與否,常常是決定整個產品功能可靠性與安全性的關鍵一環。傳統上依賴機械式或簡單電子指示的測力方式,已難以滿足現代工業對數據精確性、可追溯性及測試效率的更高要求。以高精度傳感器與數字控制技術為核心的[彈簧拉壓力試驗機
彈
簧力值測試] 系統,正成為質量控制的基石。該系統通過全電子化的方式,對彈簧的拉伸力、壓縮力、剛度及位移進行精準驗證與測試,將彈簧的性能以數字化形式進行量化與分析,從而為設計優化、過程控制與產品可靠性評估提供堅實的數據支持。
本文將系統闡述電子化力值測試的技術原理與應用價值,深入剖析核心系統構成,并為相關技術人員提供一套從設備選型到結果應用的實踐框架。
一、電子化力值測試的核心優勢與必要性
相比傳統方法,采用電子化測試系統進行彈簧力值檢測,其價值體現在多個維度:
更高的測量精度與分辨率:電子負荷傳感器可達到0.5級甚至更高的精度等級,并能分辨微小的力值變化(如厘牛級),這對于微型精密彈簧(如手機按鍵彈簧、微動開關簧片)的測試至關重要。
數據客觀、可追溯:所有測試過程與結果均以數字信號形式被記錄和存儲,排除了人工判讀的視差與主觀誤差。完整的力-位移曲線和數據鏈為質量追溯提供了原始依據。
測試效率與自動化程度的提升:通過與計算機軟件結合,可實現測試過程的自動化控制(如自動加載、自動返程)、數據的自動計算(如自動求取剛度K值)和報告的一鍵生成,顯著減少人工干預,提升檢測通量。
支持復雜的測試模式與數據分析:電子系統能夠輕松實現恒速率加載、載荷保持、循環測試等多種復雜測試模式,并對采集的連續數據進行分析,獲得更多性能洞察,如滯后損耗、蠕變特性等。
二、設備核心技術體系深度剖析
一套典型的電子式彈簧拉壓力試驗機,其技術性集成于以下核心子系統:
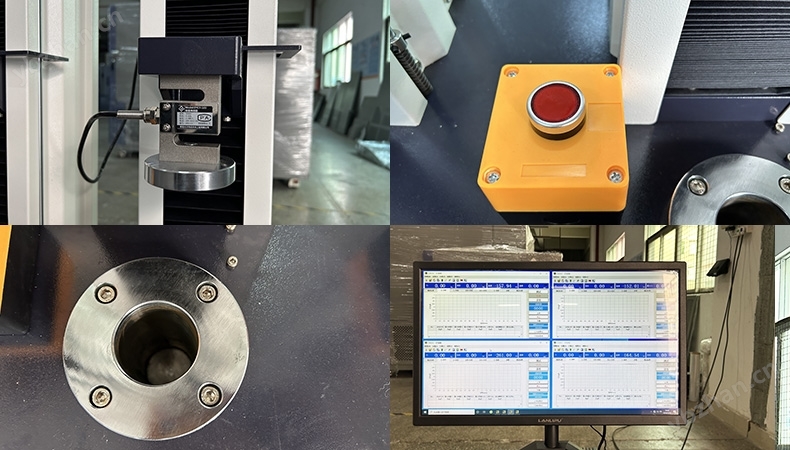
1. 高精度力值測量與傳感系統
這是整個測試系統的“感知器官”,直接決定數據的源頭質量。
核心傳感器:采用應變式負荷傳感器作為標準配置。其內部惠斯通電橋將力信號轉換為微弱的電信號。傳感器的選擇需綜合考慮量程、精度、過載能力及自然頻率等參數。為覆蓋從微小到較大的力值范圍,系統常采用多傳感器自動切換技術或寬范圍高分辨率傳感器。
信號調理與采集:傳感器輸出的毫伏級信號,需經高穩定性的放大器進行調理放大,再由高分辨率模數轉換器(ADC) 轉換為數字信號。這一鏈路的高信噪比和低溫漂特性是保證長期測量穩定性的關鍵。
2. 精密運動控制與作動系統
這部分負責產生精確的位移或力值,是測試動作的“執行機構”。
伺服驅動系統:主流方案采用伺服電機配合高精度滾珠絲杠和導向機構。伺服驅動器接收控制器的指令,實現速度、位置或力矩的精確閉環控制。
閉環控制邏輯:系統可根據測試需求,在位置控制模式(控制橫梁或壓頭以恒定速度運動)、力控制模式(控制施加的力按設定規律變化)或兩者混合模式間無縫切換。
3. 位移測量與反饋系統
精確測量彈簧的變形量是計算剛度的前提。
測量元件:通常采用光電編碼器(與伺服電機同軸或安裝在絲杠上)或磁柵尺來測量作動器的或相對位移。編碼器的分辨率直接影響位移測量精度。
變形測量:對于需要排除設備自身變形影響的精確測試,或測試大變形彈性體時,可額外配備接觸式或非接觸式引伸計,直接測量試樣標距內的真實變形。
4. 智能測控軟件與數據分析平臺
軟件是系統的“大腦”,將硬件能力轉化為用戶價值。
測試程序編輯與執行:允許用戶通過圖形化界面或腳本,靈活定義復雜的多步驟測試流程,如“預加載→恒速壓縮至某一位移→保持→繼續壓縮至另一位移→返回”。
實時數據圖形化顯示:測試過程中,軟件界面應能實時繪制并刷新力-位移曲線、力-時間曲線等,提供直觀的過程監控。
自動分析與報告輸出:測試結束后,軟件能基于預設算法,自動在曲線上識別特征點(如規定變形下的力值),計算彈簧剛度、初張力等參數,并生成結構化的測試報告。
在材料測試設備領域,德祥儀器提供的電子萬能試驗機系列產品,其核心便在于集成了上述高精度傳感與全數字閉環控制系統。這類設備通常允許用戶根據不同的彈簧類型(壓簧、拉簧、扭簧)選配專用的測試軟件模塊與夾具,從而快速建立標準化的測試方法。
三、選型與測試方案實施指南
選擇一臺合適的電子式彈簧拉壓力試驗機,需要系統性地評估需求與技術細節。
明確核心測試需求與技術規格:
力值范圍:確定待測彈簧的最大拉壓力與最小需要分辨的力值。設備的最大容量應留有適當余量(如20%-50%),且其最小分辨力應滿足精密彈簧的測試要求。
行程與空間:根據彈簧的自由長度和最大變形量,確定試驗機所需的有效行程和足夠的裝夾空間。
精度要求:依據內部質量控制標準或行業規范,明確對力值精度和位移精度的等級要求(常見為0.5級或1級)。
測試標準:列出需要遵循的國內外測試標準(如GB/T 1239, ISO 10243, ASTM),確保設備軟件內置或支持這些標準方法。
關鍵部件與技術深度評估:
傳感器與測量鏈:了解所配傳感器的品牌、型號、精度等級及校準周期。詢問測量系統的整體精度,而非單一部件的精度。
控制系統的性能:考察伺服系統的響應速度與控制平穩性,特別是在低速(如0.01 mm/min)下運行的平穩性,這對于測試高精度位移或蠕變性能很重要。
軟件的功能性與開放性:現場演示或遠程測試軟件,驗證其測試流程設計的便捷性、數據分析的準確性以及數據導出格式的兼容性。
夾具與附件的適配性考量:
標準夾具庫:檢查供應商是否提供覆蓋常見彈簧類型(如螺旋壓簧、拉簧、扭簧)的標準夾具(如上/下壓盤、拉伸鉗口、扭簧測桿)。
定制化能力:對于特殊形狀或尺寸的彈簧(如異形簧、大尺寸板簧),確認供應商是否具備非標夾具的設計與加工能力。
校準、服務與技術支持體系:
計量與校準:確認設備出廠是否附帶法定計量機構的檢定/校準證書,并了解后續校準的便捷渠道與周期。
技術支持能力:選擇能提供本地化或及時響應技術支持的供應商。像德祥儀器這樣擁有自有應用工程師團隊的機構,能夠為用戶在方法開發、設備維護和復雜數據分析方面提供更直接的支持,這對于保障測試活動的長期順利開展是有益的。
四、測試結果的深度解讀與應用實踐
獲取精確的測試數據后,如何將其轉化為工程洞察和商業價值是關鍵。
力-位移曲線的深度分析:
線性度:觀察曲線的線性部分,其斜率即為剛度K值。非線性的起始點可能對應著材料的屈服或彈簧并圈。
滯后環:加載與卸載曲線不重合形成的環狀區域,其面積代表了彈簧在一次循環中的能量損耗(內摩擦),對減振彈簧的設計有指導意義。
統計分析在質量控制中的應用:
對同一批次彈簧的測試結果進行統計分析,計算平均值、標準差和過程能力指數(Cpk),可量化評價生產工藝的穩定性和一致性。
利用測試數據建立質量控制圖,對生產過程進行實時監控和預警。
行業特定應用聚焦:
汽車行業:用于測試離合器膜片彈簧、懸架彈簧的負荷特性,要求設備具備高剛度框架以應對大載荷和高速測試。
電子電器行業:側重于微型彈簧(如電池接觸簧、SIM卡座彈簧)的微小力值與行程的精確測試,對設備的低端分辨率和定位精度要求。
醫療器械行業:對測試設備的潔凈度、可重復性及數據完整性有嚴格要求,常用于測試手術器械中的復位彈簧、植入器件中的彈性元件。
五、結論:邁向數字化與智能化的彈簧性能管控
電子化力值測試技術的普及,標志著彈簧性能管控從經驗依賴、人工判斷向數據驅動、智能分析的深刻轉型。[彈簧拉壓力試驗機彈簧力值測試] 系統不僅是一個測量工具,更是一個集成了精密機械、自動控制、傳感技術與數據分析的綜合性能驗證平臺。
它使彈簧的性能變得透明、可量化、可追溯,從而在設計端支持精準的仿真對標,在制造端實現實時的過程控制,在品管端執行客觀的驗收決策。投資于這樣一套系統,本質上是投資于一套更先進、更可靠的數字化質量基礎設施,它將幫助企業構筑起基于精確數據的核心競爭力,確保每一枚彈簧都能在其應用中精準、穩定、持久地發揮預定功能,為最終產品的表現奠定堅實基礎。










